![]()
 全國服務熱線021-64162222
全國服務熱線021-64162222



 企業動態
企業動態 閥門首頁 > 新聞資訊 > 企業動態 >
閥門首頁 > 新聞資訊 > 企業動態 >
電動閘閥解體步驟
[ 2020-12-14 ]
電動閘閥解體的具體步驟如下:
(1) 首先清除閘閥外部的灰垢。
(2) 在閥體及閥蓋上打記號(防止裝配時錯位),然后將閥門 門桿置于開啟狀態。
(3) 拆下傳動裝置并解體。
(4) 卸下填料壓蓋螺母,退出填料壓蓋,清除填料。
(5) 卸下閥蓋螺母,取下閥蓋,鏟除墊料.
(6) 旋出閥桿,取下閥瓣,妥善保管。
(7) 取下螺紋套筒和平面軸承。
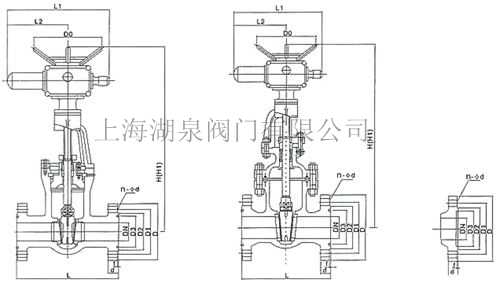
第一步:高壓電動明桿楔式閘閥解體
①辦理好檢修工作票,確認管道內無存水、無壓力后方可 開工;
②準備好工器具,搭好腳手架、吊點;
③聯系運行人員停電,配電人員拆線;
④手動開啟閥門 1-2 扣,以防閘板與閥座卡死;
⑤用導鏈、鋼絲繩,利用電動機構上的吊環,把電動機構吊裝好,但不要影響手輪的轉動,拆去電動機構與支架之間的緊固螺栓,轉動手輪,使電動機構退出的同時平穩吊起,放置在鋪好膠皮的地上;
⑥拆去支架與閥座間的連接螺栓,用導鏈吊下;
⑦利用壓板上的頂絲,將密封盤向下頂松,拆去壓板螺栓,取下壓板、開口止動環和密封圈;
⑧用導鏈把閥桿,連同密封盤退出,小心閘板落下傷人,當閘板與閥桿配合處露出后,卸下閥桿,將閥桿、密封盤等吊下,拆下盤根壓蓋和密封盤;
⑨做好標記,取出閥體邊上的閘板,將閥體口封好。
第二步:高壓電動明桿楔式閘閥檢修
①電動機構的傳動性能檢查,應保證蝸輪、蝸桿無嚴重磨損,電動頭結合面不漏油,切換手柄靈活不卡澀,根據情況填加或更換潤滑油。
②記錄閥門原行程和調整情況,以便檢修后調整。打開齒輪箱蓋,取下蝸輪、蝸桿進行檢查,其磨損不應超過齒厚的 1/3,嚙合部分不應有裂紋及嚙合不良現象。檢查軸承有無磨損、轉動不靈活或異常響聲等,軸承間隙應符合標準。檢查與電動機相連的聯軸器部分是否完整、可靠,箱體各密封面應清理干凈,襯墊應完好,保證嚴密不漏油。將軸承、箱體清掃干凈,依次裝復蝸輪、蝸桿等,箱體內加足潤滑油(脂),封好箱蓋,做電動、手動切換試驗,應靈活可靠。
③檢查支架、閥座是否有裂紋、砂眼等缺陷,如有,應挖凈缺陷后補焊。
④檢查壓板,應無明顯的變形,否則應矯正。
⑤止動開口環,清掃除垢,測量、清掃檢查密封圈,密封圈與密封盤、閥座的配合間隙應在 0.2mm以內,且無損傷變形。
⑥密封盤與閥座配合面,應無拉傷、溝痕,且與閥座配合無卡澀等不良現象。
⑦盤根壓蓋與門桿及密封盤之間的間隙一般在 0.2-0.25mm 之間。
⑧閥桿螺扣完整、無損傷,與絲母配合良好,無彎曲、腐蝕等現象。螺扣寬度磨損超過 1/5 時,應更換新閥桿。
⑨閘板與閥座密封面應平整光滑、無麻點、銹蝕、沖刷溝等缺陷。做結合試驗時,圓周接觸,閥線清晰。
⑩檢查、清掃各緊固螺栓、螺母,涂鉛粉油。
第三步:高壓電動明桿楔式閘閥組裝
①回裝時必須保證閥體內部及各部件清潔干凈;
②更換新密封填料;
③按照與拆卸相反的步驟回裝閥門。
一、準備工作
1、按電動閥門所需規格選好扳手、螺釘旋具、撬杠、加力杠、頂絲等工具。
2、準備適量棉紗、洗滌劑,按閥門規格準備好閥門端面密封墊、填料、潤滑油等。
二、操作步驟
1、操作電動閥門至全開位置。
2、截斷被拆閘閥前后控制閥,放空管內剩余介質。
3、用扳手拆卸閘閥與管道連接的法蘭螺栓,用吊索拴住閘閥的適當部位,用合適的起重設備吊起閘閥。
4、拆開中法蘭,檢查、清洗閥腔、閘板、閥桿頭部、中法蘭密封墊等。
5、有破損的中法蘭密封墊需重新更換,安裝前在密封墊兩面涂抹一層黃油。
6、清洗完畢后,將閥桿套入閘板,將閘板導向槽與閥體導向筋對準,裝入閥體,轉動手輪,使兩中法蘭靠攏對正,裝入螺栓,對角緊固螺母。
7、調試完畢,按閥門相應試驗規程進行壓力試驗。
8、收拾工具、打掃現場。
三、技術要求
1、拆裝時,嚴禁碰撞閘板和閥座密封面,并注意閘板的安裝面方向,可在拆出前做好標記。
2、所有零部件應徹底清洗干凈。
3、各個零件應盡可能保證按原狀裝入,并調整到合理位置。
(1) 首先清除閘閥外部的灰垢。
(2) 在閥體及閥蓋上打記號(防止裝配時錯位),然后將閥門 門桿置于開啟狀態。
(3) 拆下傳動裝置并解體。
(4) 卸下填料壓蓋螺母,退出填料壓蓋,清除填料。
(5) 卸下閥蓋螺母,取下閥蓋,鏟除墊料.
(6) 旋出閥桿,取下閥瓣,妥善保管。
(7) 取下螺紋套筒和平面軸承。
第一步:高壓電動明桿楔式閘閥解體
①辦理好檢修工作票,確認管道內無存水、無壓力后方可 開工;
②準備好工器具,搭好腳手架、吊點;
③聯系運行人員停電,配電人員拆線;
④手動開啟閥門 1-2 扣,以防閘板與閥座卡死;
⑤用導鏈、鋼絲繩,利用電動機構上的吊環,把電動機構吊裝好,但不要影響手輪的轉動,拆去電動機構與支架之間的緊固螺栓,轉動手輪,使電動機構退出的同時平穩吊起,放置在鋪好膠皮的地上;
⑥拆去支架與閥座間的連接螺栓,用導鏈吊下;
⑦利用壓板上的頂絲,將密封盤向下頂松,拆去壓板螺栓,取下壓板、開口止動環和密封圈;
⑧用導鏈把閥桿,連同密封盤退出,小心閘板落下傷人,當閘板與閥桿配合處露出后,卸下閥桿,將閥桿、密封盤等吊下,拆下盤根壓蓋和密封盤;
⑨做好標記,取出閥體邊上的閘板,將閥體口封好。
第二步:高壓電動明桿楔式閘閥檢修
①電動機構的傳動性能檢查,應保證蝸輪、蝸桿無嚴重磨損,電動頭結合面不漏油,切換手柄靈活不卡澀,根據情況填加或更換潤滑油。
②記錄閥門原行程和調整情況,以便檢修后調整。打開齒輪箱蓋,取下蝸輪、蝸桿進行檢查,其磨損不應超過齒厚的 1/3,嚙合部分不應有裂紋及嚙合不良現象。檢查軸承有無磨損、轉動不靈活或異常響聲等,軸承間隙應符合標準。檢查與電動機相連的聯軸器部分是否完整、可靠,箱體各密封面應清理干凈,襯墊應完好,保證嚴密不漏油。將軸承、箱體清掃干凈,依次裝復蝸輪、蝸桿等,箱體內加足潤滑油(脂),封好箱蓋,做電動、手動切換試驗,應靈活可靠。
③檢查支架、閥座是否有裂紋、砂眼等缺陷,如有,應挖凈缺陷后補焊。
④檢查壓板,應無明顯的變形,否則應矯正。
⑤止動開口環,清掃除垢,測量、清掃檢查密封圈,密封圈與密封盤、閥座的配合間隙應在 0.2mm以內,且無損傷變形。
⑥密封盤與閥座配合面,應無拉傷、溝痕,且與閥座配合無卡澀等不良現象。
⑦盤根壓蓋與門桿及密封盤之間的間隙一般在 0.2-0.25mm 之間。
⑧閥桿螺扣完整、無損傷,與絲母配合良好,無彎曲、腐蝕等現象。螺扣寬度磨損超過 1/5 時,應更換新閥桿。
⑨閘板與閥座密封面應平整光滑、無麻點、銹蝕、沖刷溝等缺陷。做結合試驗時,圓周接觸,閥線清晰。
⑩檢查、清掃各緊固螺栓、螺母,涂鉛粉油。
第三步:高壓電動明桿楔式閘閥組裝
①回裝時必須保證閥體內部及各部件清潔干凈;
②更換新密封填料;
③按照與拆卸相反的步驟回裝閥門。
一、準備工作
1、按電動閥門所需規格選好扳手、螺釘旋具、撬杠、加力杠、頂絲等工具。
2、準備適量棉紗、洗滌劑,按閥門規格準備好閥門端面密封墊、填料、潤滑油等。
二、操作步驟
1、操作電動閥門至全開位置。
2、截斷被拆閘閥前后控制閥,放空管內剩余介質。
3、用扳手拆卸閘閥與管道連接的法蘭螺栓,用吊索拴住閘閥的適當部位,用合適的起重設備吊起閘閥。
4、拆開中法蘭,檢查、清洗閥腔、閘板、閥桿頭部、中法蘭密封墊等。
5、有破損的中法蘭密封墊需重新更換,安裝前在密封墊兩面涂抹一層黃油。
6、清洗完畢后,將閥桿套入閘板,將閘板導向槽與閥體導向筋對準,裝入閥體,轉動手輪,使兩中法蘭靠攏對正,裝入螺栓,對角緊固螺母。
7、調試完畢,按閥門相應試驗規程進行壓力試驗。
8、收拾工具、打掃現場。
三、技術要求
1、拆裝時,嚴禁碰撞閘板和閥座密封面,并注意閘板的安裝面方向,可在拆出前做好標記。
2、所有零部件應徹底清洗干凈。
3、各個零件應盡可能保證按原狀裝入,并調整到合理位置。
本文標題: 電動閘閥解體步驟
本文地址:http://www.nanjingwandarealm.cn/company-news/2809.html
上一篇:創新求變,打造國內外電動閥門行業頂級標桿 / 下一篇:電動彈性座封閘閥的操作原理與結構特點
 閥門資訊
閥門資訊 電動閘閥中英合資的品牌生產廠家
電動閘閥中英合資的品牌生產廠家









 滬公網安備 31011402005796號
滬公網安備 31011402005796號
 走進湖泉
走進湖泉